熱門搜索:
歡迎您來到佛山市匯誠盛機械設備有限公司官網
手機號碼
文經理:186-8821-8156
微信號:wenxinai1688
總部服務熱線
0757-8258 0269
文經理:186-8821-8156
微信號:wenxinai1688
0757-8258 0269

熱門搜索:
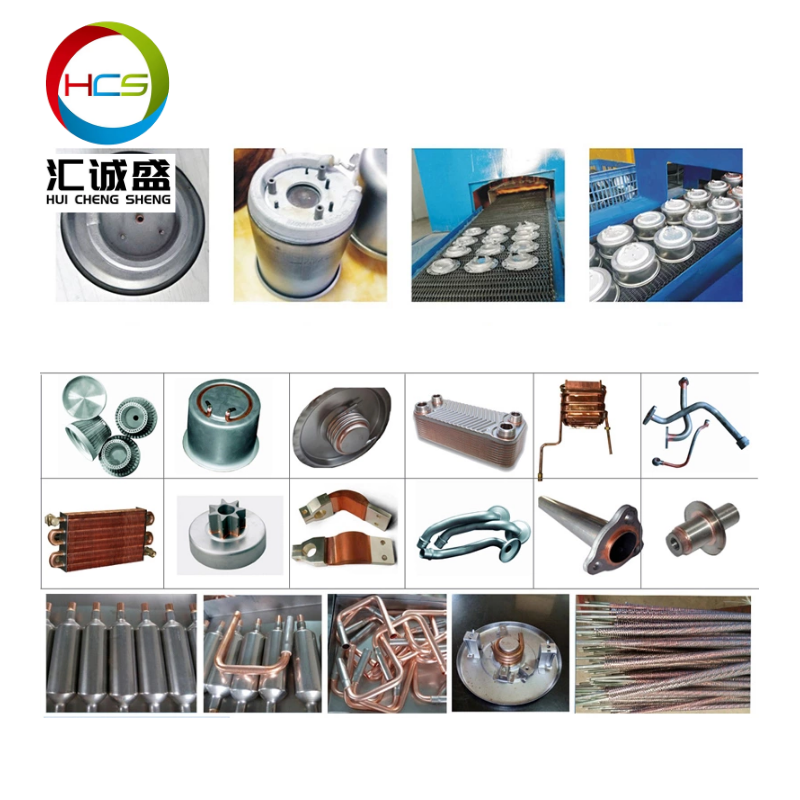
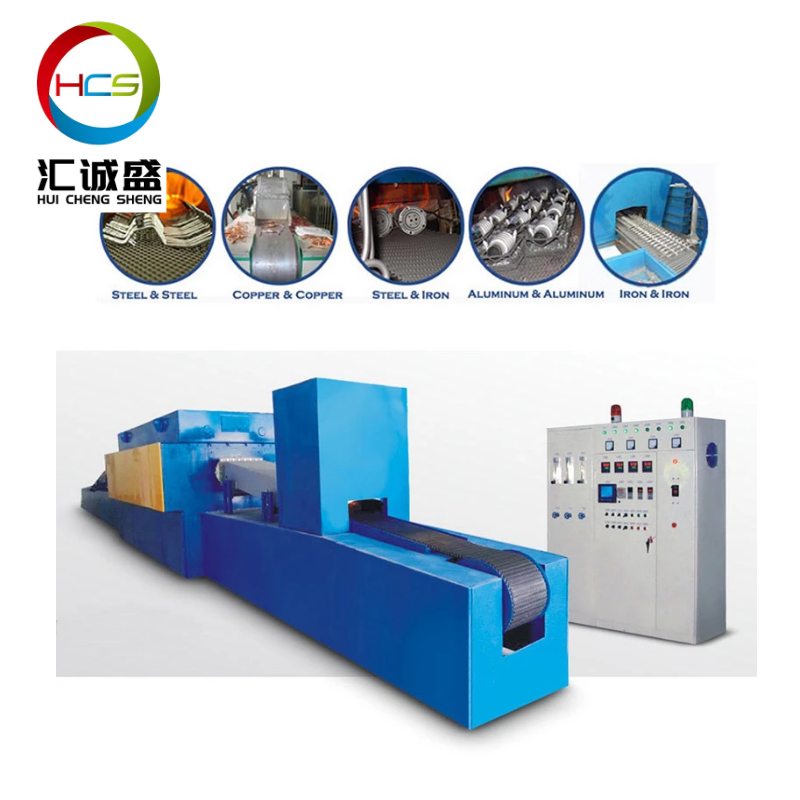
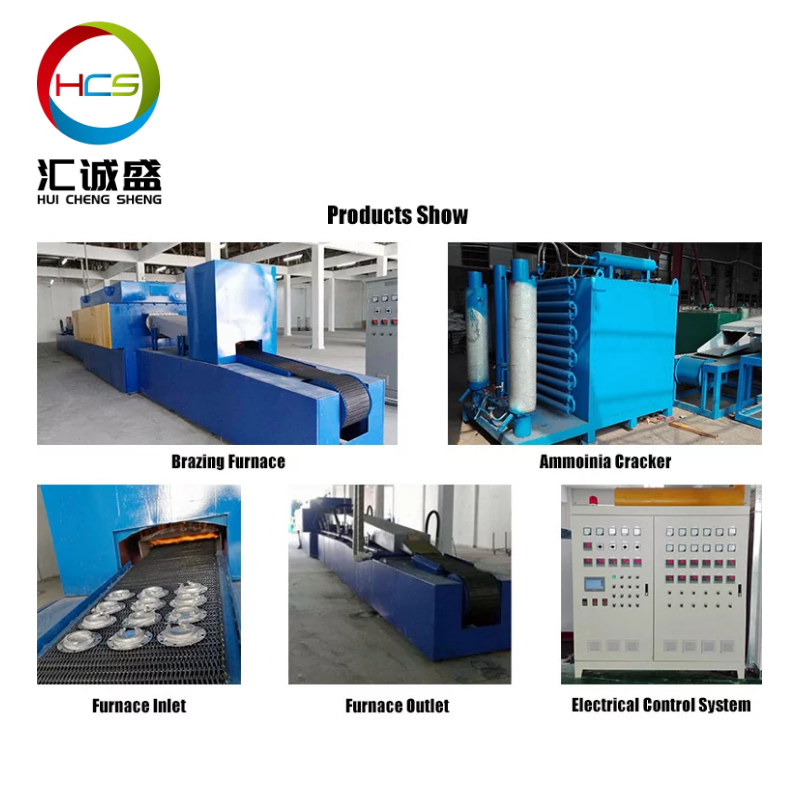
釬焊爐的操作程序規程:
1.打開真空釬焊爐前,確保水、電、氣處于工作狀態。電壓為380伏,不得有10%的偏差。氣壓為0.6兆帕,水壓約為0.5兆帕.只有滿足以上要求,才能開機運行。
2.放電前,檢查設備的加熱室。加熱室必須清潔,無雜物、灰塵、油污和水。看放置的物品時,也要用同樣的方法清洗,不要有水漬、油漬,放置前要清洗干凈。
3.裝載后,將旋鈕轉到“門關閉”位置。然后,啟動“機械泵”和“粗抽閥”,抽真空機組和爐膛,一起打開真空爐的電源。通常,真空計的電源與主電源一起啟動。
4.當真空度高于1000帕時,真空計監測點“J2”點亮。這時可以打開“羅茨泵”。如果不滿足條件,“羅茨泵”不會打開,點擊按鈕也不會有響應。
5.當真空度高于7Pa時,真空計監測點“J1”點亮。這時,打開“預閥”和“分散泵”,預熱“分散泵”。
6.當“分散泵”預熱時間達到90分鐘時,檢查觸摸屏上的計數器,關閉“粗抽閥”,打開“高抽閥”,對爐膛抽高真空。
7.當爐膛真空度達到工作真空度時,真空計監測點亮。注意初始監測點的高設置。當初始監測點可自行設定或達到所需真空度時,自行開啟加熱,與溫控儀表一起主動啟動加熱。
以上信息由匯誠盛熱處理爐整理編輯,了解更多熱處理爐信息請訪問https://www.www.fenxiangguoyuan.com.cn/
")
 186-8821-8156
186-8821-8156